化工专用ETM设备全生命周期管理系统 驱动安全、高效与智能运维
在现代化工生产中,设备是企业的核心资产与安全基石。其稳定、高效、长周期的运行直接关系到生产安全、运营成本与企业效益。传统的设备管理模式往往侧重于事后维修与分散管理,难以应对化工行业高危险性、流程复杂、连续生产等严苛要求。因此,化工专用设备全生命周期管理(Equipment Lifecycle Management, ELM)系统应运而生,它依托先进的ETM(Equipment Total Management)理念与信息技术,为化工厂的设备管理带来了革命性的变革。
一、 化工专用ETM系统的核心内涵
化工专用ETM系统并非简单的软件工具,而是一套贯穿设备“诞生”到“退役”全过程的一体化、数字化管理解决方案。其核心在于:
- 全生命周期覆盖:系统管理范围从设备的规划选型、采购安装、调试运行、日常维护、检维修、升级改造直至报废处置的每一个环节,实现信息流与工作流的无缝衔接。
- 化工行业特性深度融合:系统内置针对化工设备(如反应釜、塔器、压缩机、特种管道、安全仪表系统等)的管理模型、故障库、检维修规程、合规性(如HAZOP、SIL、特种设备法规)要求,确保管理动作符合行业安全与规范标准。
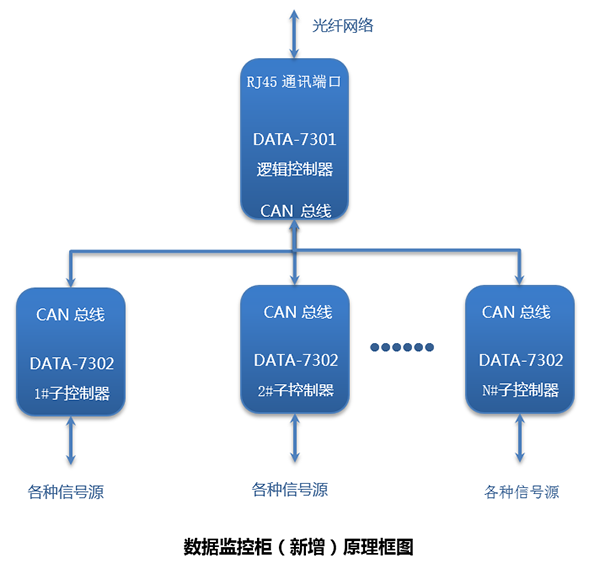
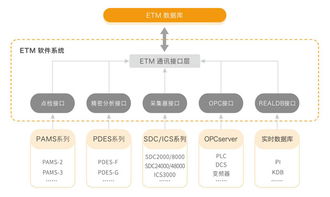
- 数据驱动决策:通过集成物联网(IoT)技术,实时采集设备运行数据(振动、温度、压力、腐蚀监测等),构建设备健康状态画像,实现从“定时维修”到“预测性维护”的智能转型。
二、 系统核心功能模块解析
一个成熟的化工ETM系统通常包含以下关键模块:
- 资产台账与技术档案管理:建立唯一、准确、动态的设备电子档案,包含图纸、说明书、材质证明、历次维修记录等,实现知识沉淀与快速检索。
- 预防性维护与工单管理:基于日历、运行时长或状态触发,自动生成维护计划与工单,跟踪工单执行全过程(申请、审批、执行、验收),确保维护工作按时、按质完成。
- 检维修管理:支持大修、项修的计划制定、资源调配(人员、备件、工具)、过程管控与成本核算,特别强化高风险作业(动火、进入受限空间等)的在线许可与安全管控。
- 备品备件管理:与维护模块联动,实现备件库存的精益化管理,设置安全库存预警,跟踪备件领用与消耗,降低库存资金占用。
- 安全与合规管理:集成设备完整性管理(MI)理念,管理检验检测计划、合规证书、风险评估记录,确保符合国家《特种设备安全法》及行业法规要求。
- 绩效与分析报告:通过KPI仪表盘(如设备综合效率OEE、平均维修时间MTTR、平均故障间隔MTBF)量化管理成效,为持续改进提供数据支持。
三、 信息系统运行维护服务的核心价值
系统的价值不仅在于部署,更在于持续、稳定的运行。专业的信息系统运行维护服务是保障ETM系统生命力、发挥其最大效能的关键。该服务通常包括:
- 系统保障与性能优化:提供7x24小时的技术支持与故障应急响应,定期进行系统健康检查、性能调优与漏洞修补,确保系统高可用性。
- 应用支持与用户赋能:响应用户日常操作咨询,处理业务流程问题;定期组织用户培训,提升各岗位人员的系统应用能力,促进管理理念落地。
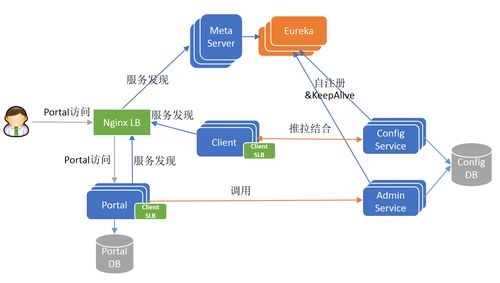
- 数据维护与集成服务:确保主数据(设备、位置、供应商等)的准确性与一致性;提供与DCS、SIS、ERP、实验室信息管理系统(LIMS)等第三方系统的集成接口支持,打破信息孤岛。
- 迭代升级与需求管理:跟踪行业最佳实践与用户业务变化,管理用户新需求,规划和实施系统的增量升级或功能增强,使系统持续匹配业务发展。
- 灾难恢复与业务连续性:制定并演练数据备份与灾难恢复计划,确保在意外情况下能快速恢复系统与数据,保障设备管理业务不中断。
四、 实施效益展望
成功部署并良好运维化工专用ETM系统,能为企业带来显著的综合效益:
- 安全风险显著降低:通过系统性的预防维护和状态监测,大幅减少非计划停机与意外故障,从源头管控安全风险。
- 运营成本有效控制:延长设备使用寿命,优化维修策略与备件库存,减少过度维护与紧急采购,实现全生命周期成本最优。
- 管理效率全面提升:流程标准化、作业移动化、决策数据化,减少纸质作业与沟通内耗,提升设备部门整体工作效率。
- 合规管理轻松应对:自动化的记录、提醒与报告功能,使合规性审计变得清晰、高效、可追溯。
###
在数字化、智能化浪潮下,化工专用ETM设备全生命周期管理系统及其专业的运行维护服务,已成为化工厂提升本质安全水平、实现降本增效、迈向卓越运营不可或缺的战略工具。它不仅是一套信息系统,更代表着一种先进的、以数据为驱动的设备管理文化。企业通过前瞻性规划与持续投入,必将构建起坚固的设备管理长城,为自身的可持续发展奠定坚实的基石。
如若转载,请注明出处:http://www.sjebexa.com/product/69.html
更新时间:2026-06-18 10:13:27